Cómo Desarrollar un Diseño Robusto para una Fabricación Exitosa
Hay muchos elementos que entran en juego cuando se trata del diseño de moldes y piezas moldeadas por inyección. Entre el diseño del producto, la selección del material, el diseño del molde y el procesamiento, la colaboración es fundamental para garantizar el éxito de un proyecto. Hay cientos de áreas que deben cubrirse en cada uno de esos proyectos, pero nos centraremos en las fases de diseño y lanzamiento de productos. Para ello, le explicaremos los pasos que seguimos para crear lo que habríamos regalado durante la NPE 2021: herramientas de golf (imagen 1).
Imagen 1: Reparador de cesped (izquierda), destapador (arriba), soporte para pelotas (derecha) y marcador de cesped (abajo)
Consideraciones del diseño para la fabricación
Hay muchos aspectos que debemos examinar a la hora de evaluar el diseño de una pieza: radio, datum, dimensiones, tolerancias, duración estimada del ciclo y posibles inconformidades para el moldeo o el montaje. Para este proyecto, analizamos todas esas áreas, pero hubo tres cuestiones principales a las que prestamos atención.
Imagen 2: Distribución del espesor de pared
Espesor de pared: en las piezas de golf, el espesor de pared varía entre 0.020 in (0.508 mm) y 0.750 in (19.05 mm) en función del área (como se muestra en la imagen 2). Esto presenta problemas para el llenado, la compactación y el enfriamiento, lo que genera un alto riesgo de que haya diferentes tasas de contracción, alabeo, hundimientos y vacíos. Esto significa que debíamos modificar las piezas para permitir un moldeo sin defectos. Esto se hizo cambiando la geometría y agregando ángulos de desmoldeo.
Montaje: otra preocupación que teníamos era poder colocar el marcador de cesped en el reparador al ensamblarlos. Lo ideal sería que formaran una pieza en vez de que andaran sueltos en el bolsillo del golfista.
Precisión: la última área de interés era la rectitud del soporte para pelotas. Seamos honestos, cuando hago un mal golpe, culpo al palo, a la bola, al clima o, quizás, incluso al soporte… todo menos mi terrible técnica. Por lo tanto, era importante que lográramos que el soporte fuera perfectamente recto, para eliminar eso como una posibilidad de reproche.
Reología en molde
La reología en molde se puede utilizar para mejorar los archivos de simulación de la caracterización de materiales. Esto permite realizar las simulaciones más precisas, a fin de garantizar que comprendamos lo que ocurrirá en el proceso de moldeo y cómo resolver cualquier problema antes de cortar acero.
La reología en molde se centra en comprender la precisión de los valores del archivo de simulación del material con respecto a las propiedades térmicas y de viscosidad. A continuación, en la imagen 3, se muestra un material de policarbonato en el software de simulación, que indica los dos parámetros de viscosidad que vamos a evaluar.
Imagen 3: Parámetros de viscosidad
Estos valores afectan la pendiente de la curva de presión de cavidad en la simulación, así como el tiempo de llegada del frente de flujo a un nodo sensores en la simulación.
Para completar esta prueba, tenemos un molde en espiral con un espesor constante, equipado con sensores de presión y temperatura de la cavidad (como se muestra en la imagen 4).
Imagen 4: Las X marcan el punto de ubicación de los sensores
Hay varios casos en los que podemos considerar el uso de la reología en molde:
Para materiales relativamente nuevos
Si el archivo del material en simulación no se ha actualizado durante un largo período de tiempo
Para comprender cómo afectan los distintos aditivos al procesamiento (lo cual afecta al rendimiento de las piezas)
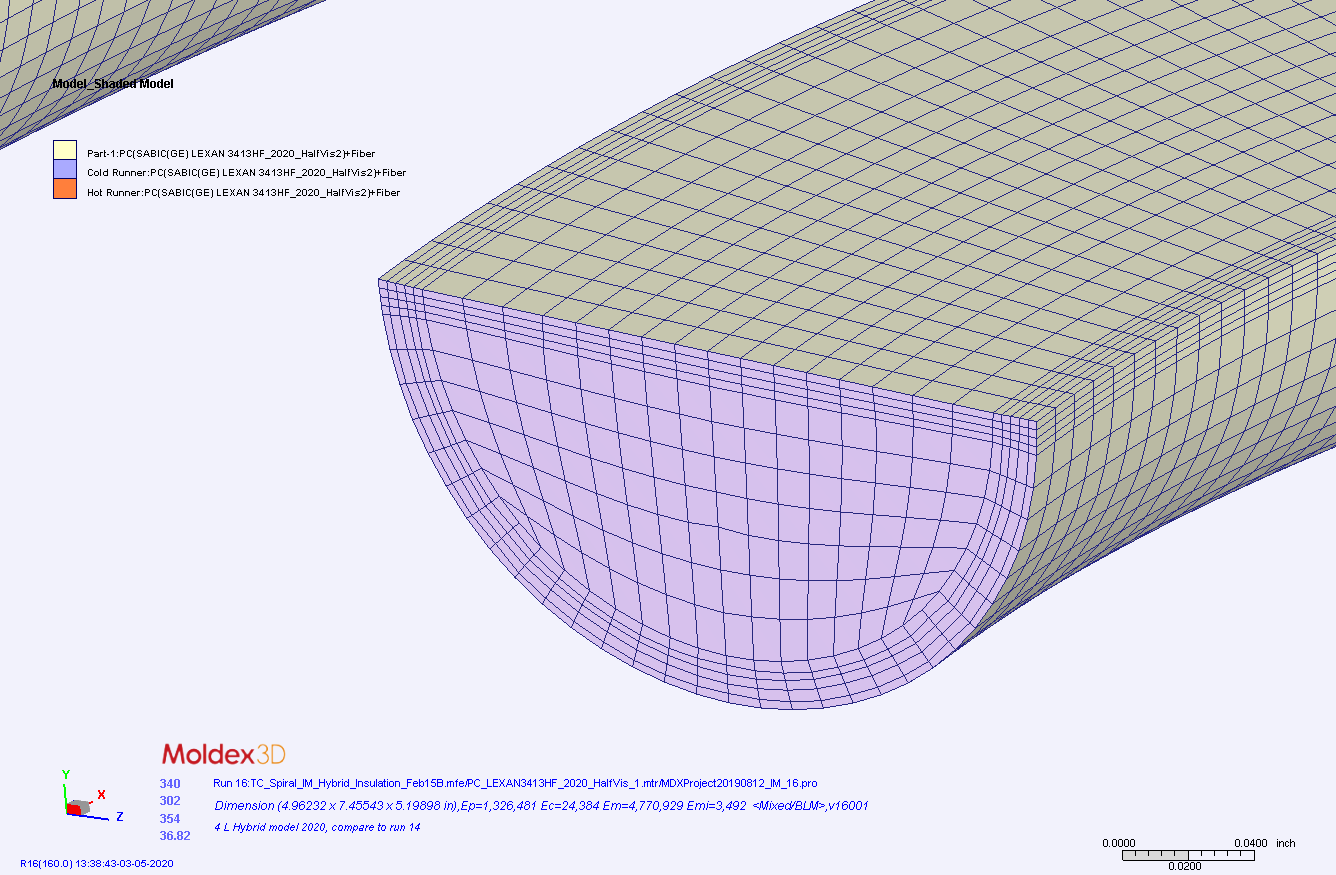
Al configurar la simulación para la reología en molde, utilizamos 15 capas en el modelo de malla para mejorar la precisión (como se muestra en la imagen 5). Los nodos de los sensores en el modelo de malla replican la ubicación de los sensores en el molde real, por lo que tenemos el mejor conjunto de datos posible.
Imagen 5: 15 capas en el modelo de malla del molde en espiral
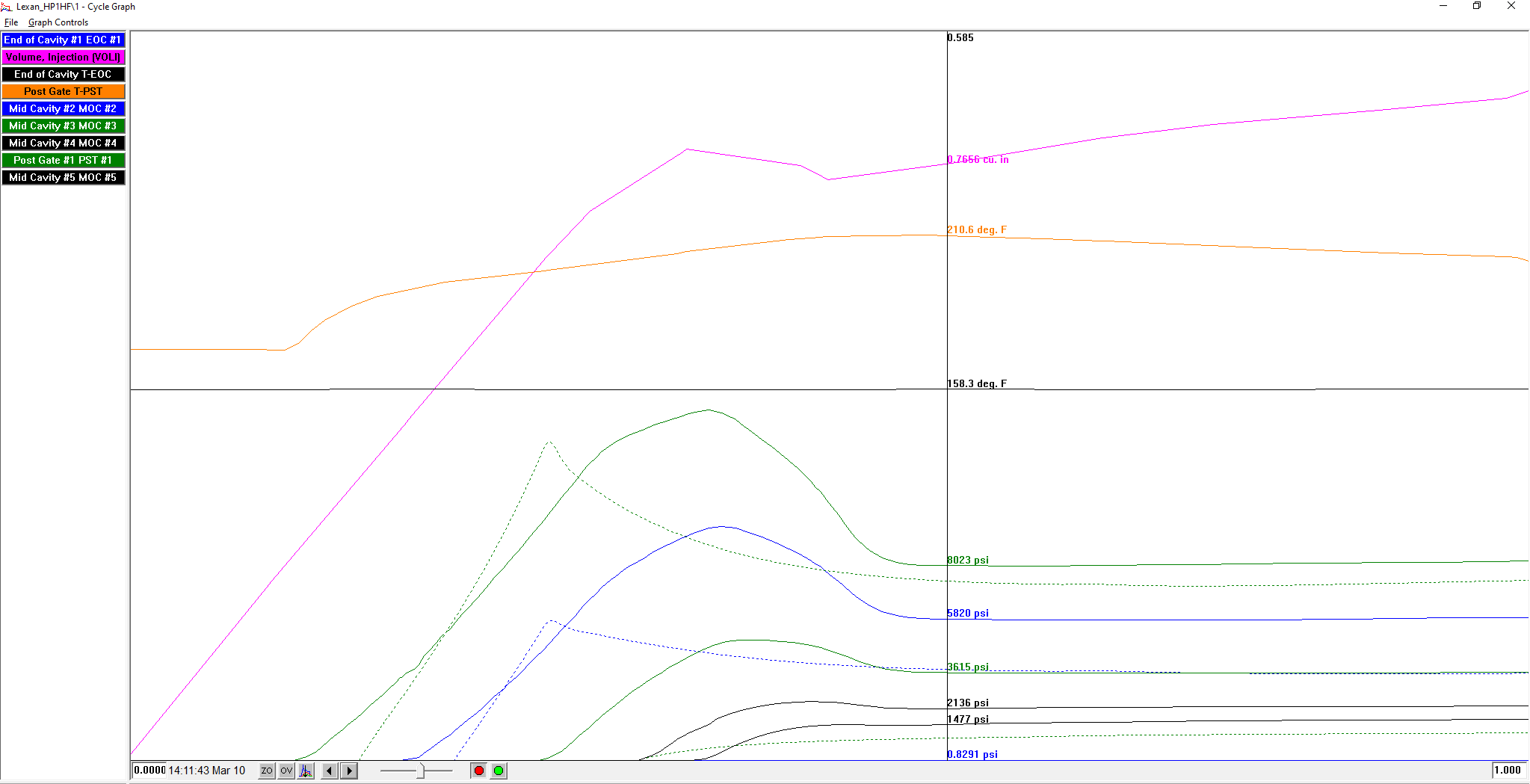
Después, ejecutamos una simulación de referencia con el archivo del material inalterado para determinar qué cambios se debían realizar y en qué medida. En la imagen 6 a continuación, la línea punteada es la plantilla que generamos en la simulación y luego descargamos a eDART para poder realizar una comparación. La línea continua del mismo color representa los datos reales de los sensores. Por ahora, solo nos centraremos en las propiedades de viscosidad, y podemos ver que el tiempo de llegada y la pendiente de las curvas durante el llenado están algo mal.
Imagen 6: Predicción de simulación inalterada y curvas de presión de cavidad reales
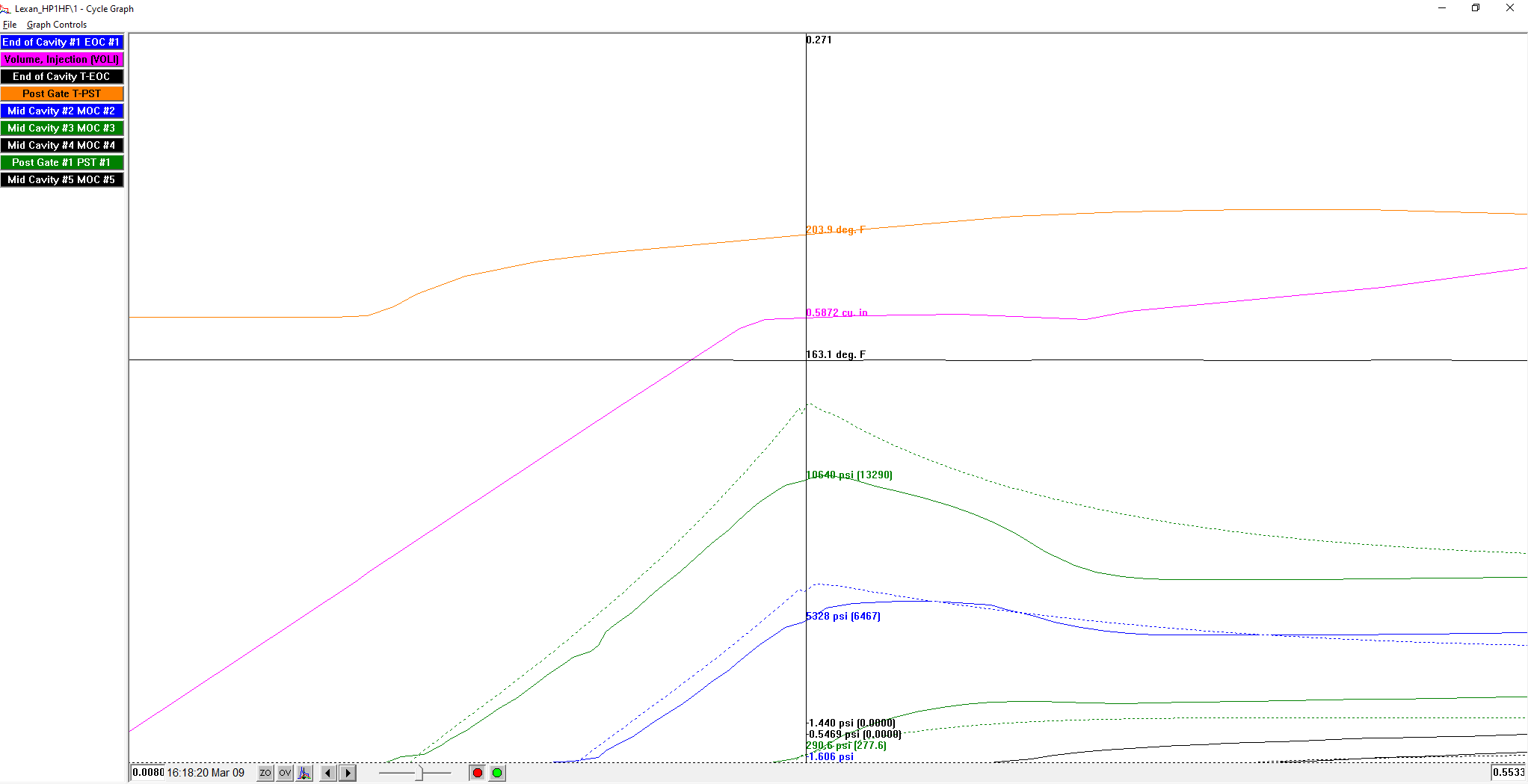
Después de esta ejecución inicial, realizamos ajustes en los parámetros de viscosidad, a fin de mejorar el tiempo de llegada y la pendiente de la simulación para que se ajusten mejor a la realidad. A continuación, en la imagen 7, vemos que, después de estos ajustes, el tiempo de llegada es casi idéntico y la pendiente durante el llenado está mucho más cerca. Seguimos un protocolo similar para evaluar la conductividad térmica durante la fase de enfriamiento.
Imagen 7: Archivo de simulación alterado
Selección de material
Al considerar la selección del material para la pieza de golf, había varias cosas que debían tenerse en cuenta. La pieza sería de un solo uso o de uso limitado, por lo que no había verdaderos requisitos funcionales que tuvieran que considerarse. También queríamos una huella de carbono mínima con las mejores piezas y la menor cantidad posible de desechos.
Analizamos cuidadosamente nuestras opciones de resina:
A base de combustibles fósiles: menos cara, más fácil de adquirir y teñir
Biodegradable: cara y difícil de teñir, pero ecológica
ABS: material de nivel medio, fluye bien, se extrae fácilmente del molde
PC: muestra visualmente lo que está sucediendo a nivel interno con la formación de vacío y la tensión
PLA: la misma resina de la que está hecha la parte inferior de la K-cup
Después de trabajar con nuestro departamento de marketing, decidimos probar los siguientes materiales:
A base de combustibles fósiles
PP – Exxon AX03
ABS – Toyolac® 100
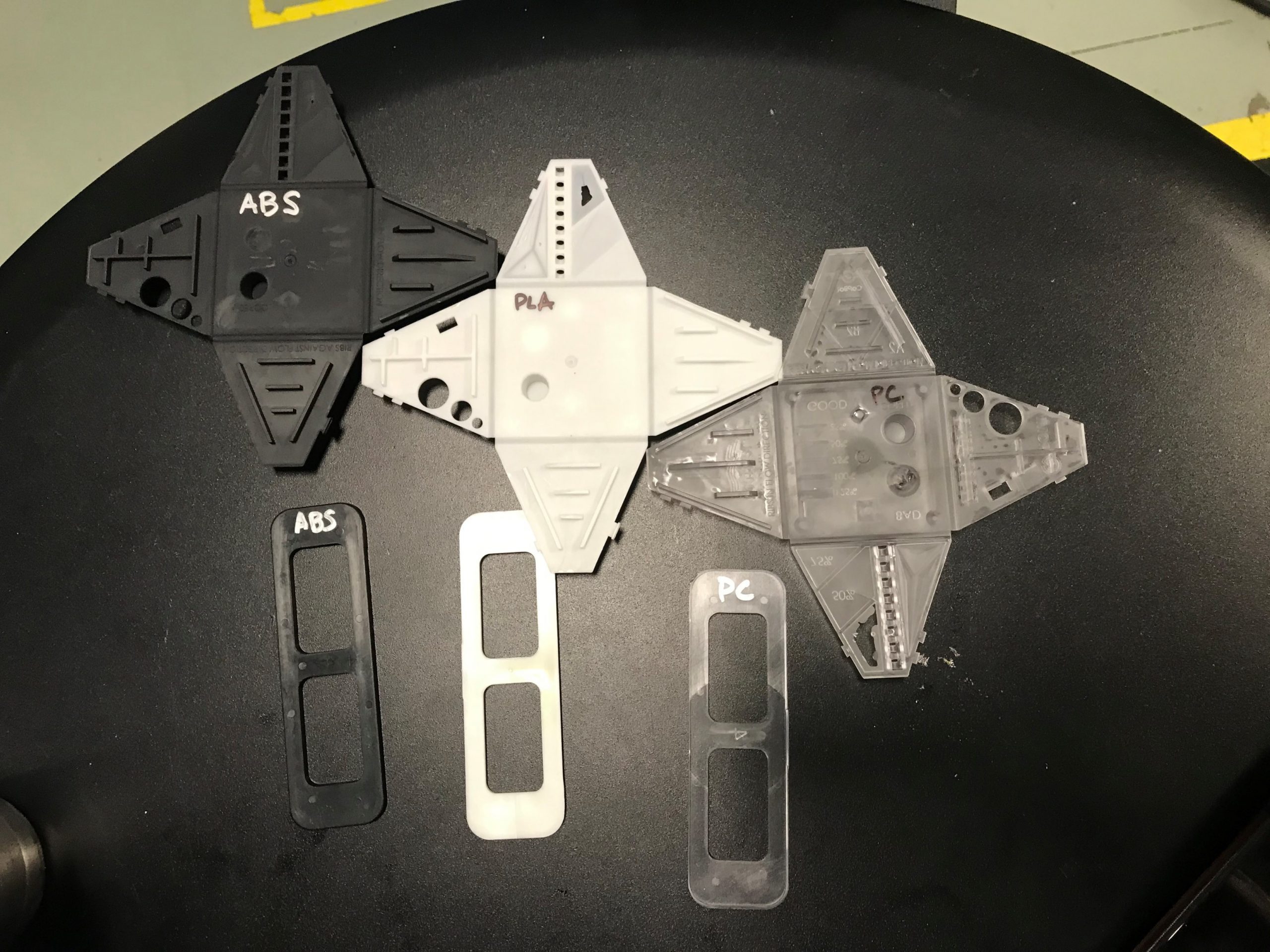
Biodegradable (imagen 8)
ABS – Trilac® ABS-RC3000
Policarbonato – Trieco 3A00 I(R)
PLA (ácido poliláctico) – Terratek® BD5175
Imagen 8: Pods de diseño y piezas de resina biodegradable para la NPE 2018
Teniendo en cuenta todo esto, decidimos avanzar con el ABS biodegradable, que tendremos en varios colores en la NPE 2021. Volveremos a realizar el ejercicio de reología en molde para evaluar los efectos del material previamente teñido.
Diseño de moldes y máquina de moldeo
Ahora debemos empezar a definir la caja en la que estamos trabajando. Es necesario tener en cuenta varios aspectos desde el principio para eliminar el riesgo de degradación de los aditivos, tales como el color, los agentes de liberación, las fibras o, incluso, la cadena polimérica base, por ejemplo:
Colocación de la compuerta: debe estar en la sección más gruesa (si es posible y no representa un riesgo para la seguridad)
Tamaño de la compuerta: debe estar basado en el espesor de pared y la velocidad de cizallamiento
Calentamiento por cizallamiento de la resina
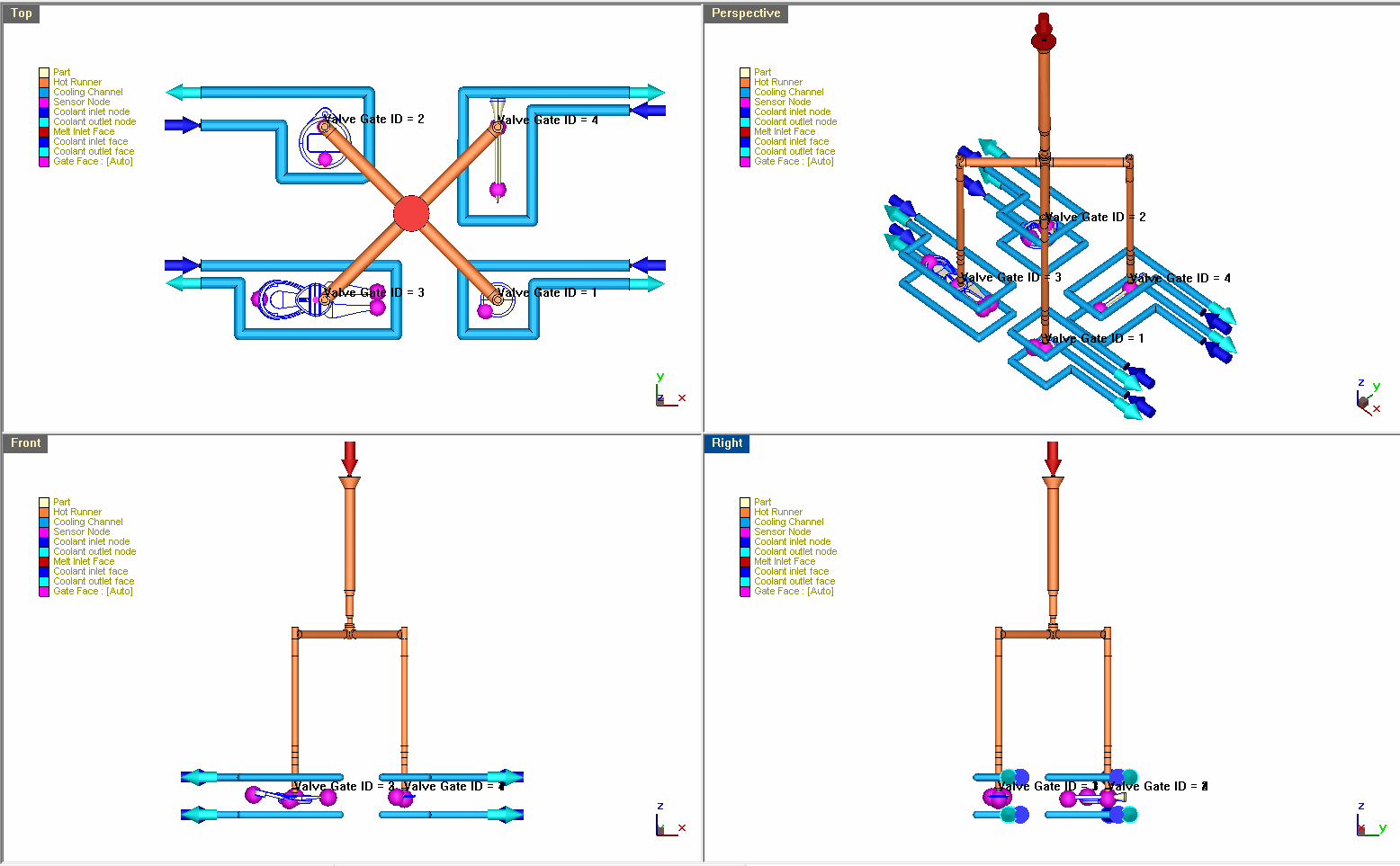
Se colocará agua para lograr una temperatura uniforme de la pieza y del molde para las cuatro piezas, como se muestra en la imagen 9.
Imagen 9: Configuración del modelo de simulación
El molde tendrá que durar décadas y es probable que tenga que utilizarse con muchos materiales a lo largo de su existencia. Algunos materiales requieren un bajo nivel de pulido, mientras que otros requieren un nivel alto. Para que fuera lo más adaptable posible, seleccionamos un H13 y lo cubrimos con níquel-boro para ayudar a reducir la fricción.
Asimismo, se tuvieron en cuenta las limitaciones de la máquina relativas al tamaño de inyección, los caudales, la presión de inyección, el tonelaje de la abrazadera, la distancia de las barras de unión y la altura del molde.
Los pilares de soporte se colocan debajo de los puntos de alta presión dentro de la cavidad para minimizar la deformación del molde y aumentar la vida útil del mismo. Los sensores de presión de cavidad se colocan al final del llenado para detectar las piezas incompletas, y después de la compuerta para controlar el proceso de moldeo desacoplado III; los sensores de temperatura de la cavidad se colocan para activar las compuertas de las válvulas en función del frente de flujo del material.
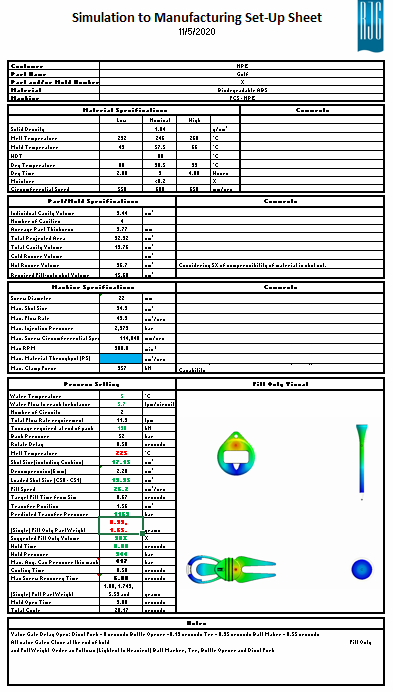
Procesamiento
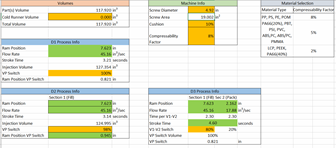
Antes de ejecutar una simulación basada en el material, la tolerancia y otros criterios, debemos determinar cuál es la mejor estrategia de proceso. La imagen 10 muestra una hoja de configuración inicial. Calculamos el tamaño de inyección y los caudales en función de la capacidad de la máquina y las limitaciones del material. Esto ayuda a garantizar que el número de iteraciones de la simulación se mantenga al mínimo, lo que permite que el tiempo de producción sea más corto gracias a la planificación. También calculamos el tamaño adecuado de la compuerta en función del espesor de la pared en que se colocará la compuerta, así como la máxima velocidad de cizallamiento del material y la capacidad de caudal de la máquina.
Imagen 10: Punto de partida de la hoja de configuración
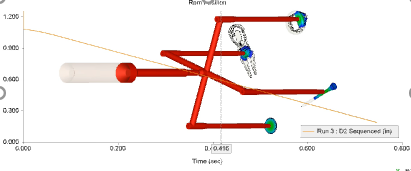
Debido a las diferencias de volumen, espesor y longitud de flujo, decidimos llenar las piezas de manera secuencial (llenando primero el volumen más grueso/más grande y el más pequeño/más delgado al final). El objetivo es que las cuatro cavidades lleguen al final del llenado al mismo tiempo (o lo más cerca posible). En la simulación, activamos las compuertas de las válvulas en función de los nodos de los sensores. Estos nodos de los sensores están relacionados con los sensores de temperatura real de la cavidad, que detectan el frente de flujo del material y se activan a través de eDART. Al activar las compuertas de las válvulas en función de la llegada del frente de flujo, el proceso se puede adaptar a cambios mucho mayores en la viscosidad (especialmente cuando se trabaja con varios colores en el mismo molde).
El límite móvil que se muestra en la imagen 11 representa el movimiento del tornillo durante la inyección y ayuda a mejorar la precisión prevista de las presiones de inyección y de cavidad. Este es un proceso estándar de moldeo desacoplado II: podemos ver que el tornillo se mueve, pero aún no hay material en la cavidad. Esto se debe a la compresibilidad del material (que varía en la resina semicristalina y amorfa). Esta compresión antes del movimiento aumenta la presión de inyección necesaria y puede afectar la precisión si no se modela correctamente. Esta secuencia no es exactamente lo que queremos, pero, con otra iteración, podemos conseguir que todas las cavidades lleguen al final del llenado casi al mismo tiempo.
Imagen 11: Límite móvil con desequilibrio de cavidad
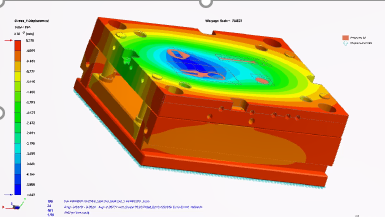
Una vez que esto haya finalizado, podemos simular la deformación del molde sobre la base de las presiones reales en la cavidad, mediante la simulación de moldeo. A continuación, en la imagen 12, el análisis muestra que hay un soporte mínimo y una deformación del molde de 0.0018 in (0.048 mm).
Imagen 12: Deformación prevista del molde
Resultados
Sabemos que realizar trabajos de simulación puede evitar problemas, por lo que resulta muy útil si se utilizan moldes con o sin sensores. Si no se utiliza la tecnología de sensores, podemos generar, a partir de la simulación, una hoja de configuración para la máquina o las máquinas en las que se utilizará el molde, tal como se muestra en la imagen 13. Con el desarrollo del proceso completado y una ventana de proceso conocida, el tiempo y el costo invertidos en poner el molde en funcionamiento se pueden reducir de manera considerable. Por supuesto, es probable que aún deban hacerse pequeños ajustes.
Imagen 13: Hoja de proceso de moldeo desacoplado II
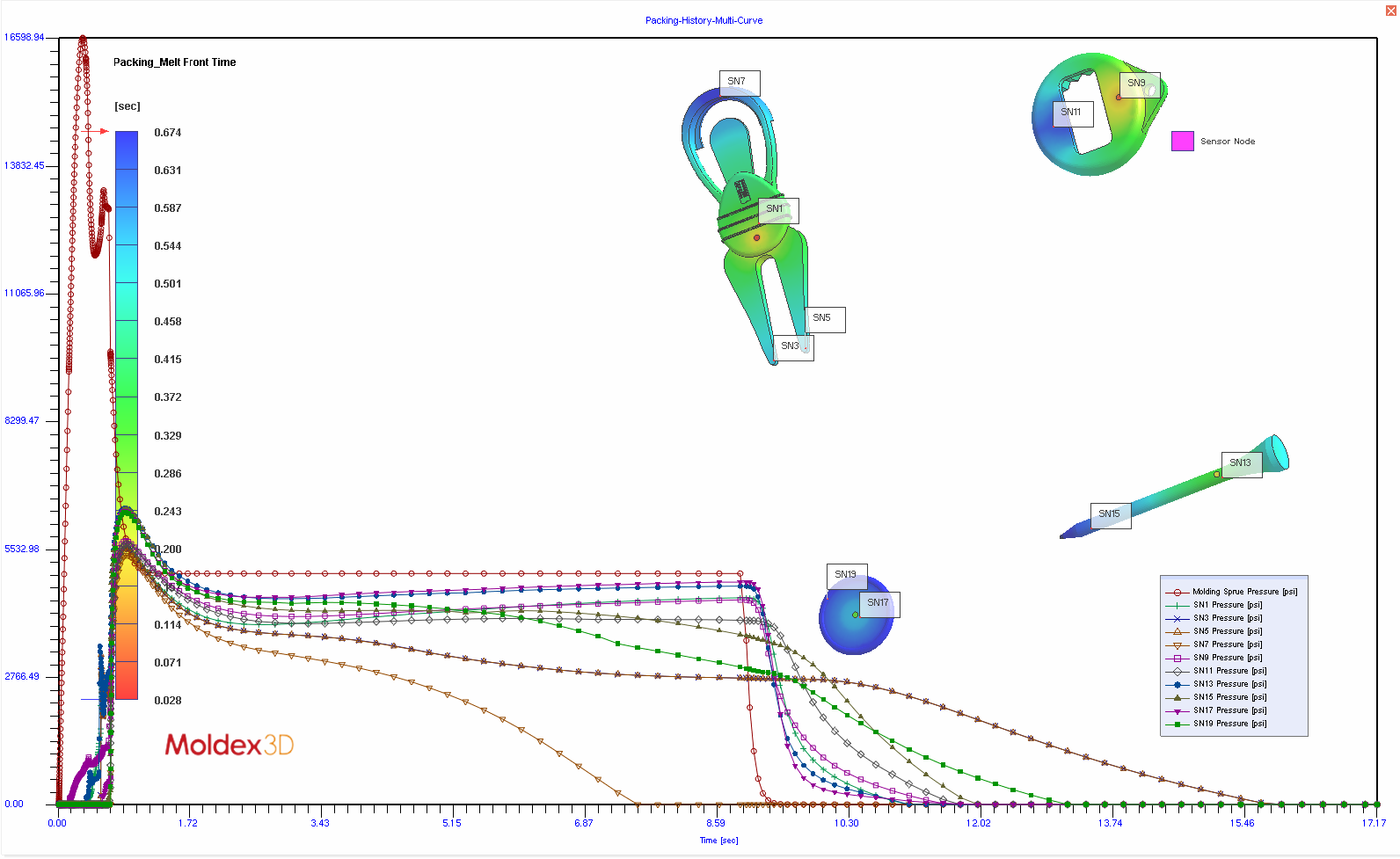
Para los moldeadores que utilizan tecnología de sensores de temperatura o de cavidad, hay otra capa que se acerca aún más a mejores resultados. No solo obtendría la hoja de proceso que mencionamos anteriormente, sino que tomamos las curvas de los sensores generadas en la simulación y las descargamos a eDART® o CoPilot®. Esto le proporciona una plantilla de cavidad que puede seguir en lugar de solo las variables de la máquina. Todos sabemos que el procesamiento desde el punto de vista del plástico dentro de la cavidad del molde tiene la mayor repetibilidad a lo largo del tiempo.
Imagen 14: Curvas de presión de cavidad generadas en la simulación, listas para descargarse a eDART o CoPilot
Conclusión
Independientemente de la industria, el material, la máquina o la estrategia del proceso, el uso de herramientas como TZERO y sensores le ayudará a obtener una calidad constante mucho más rápido (y todos sabemos que el tiempo es dinero).
Related Posts:
Cookie Consent
Utilizamos cookies esenciales para que este sitio funcione y, con su consentimiento, cookies no esenciales para mejorar el rendimiento y analizar el tráfico.
Preferencias de cookies
Gestione sus preferencias de cookies a continuación:
Essential cookies enable basic functions and are necessary for the proper function of the website.
Name
Description
Duration
Cookie Preferences
This cookie is used to store the user's cookie consent preferences.
30 days
Google Tag Manager simplifies the management of marketing tags on your website without code changes.
Name
Description
Duration
cookiePreferences
Registers cookie preferences of a user
2 years
td
Registers statistical data on users' behaviour on the website. Used for internal analytics by the website operator.
session
Statistics cookies collect information anonymously. This information helps us understand how visitors use our website.
Google Analytics is a powerful tool that tracks and analyzes website traffic for informed marketing decisions.
Contains custom information set by the web developer via the _setCustomVar method in Google Analytics. This cookie is updated every time new data is sent to the Google Analytics server.
2 years after last activity
__utmx
Used to determine whether a user is included in an A / B or Multivariate test.
18 months
_ga
ID used to identify users
2 years
_gali
Used by Google Analytics to determine which links on a page are being clicked
30 seconds
_ga_
ID used to identify users
2 years
_gid
ID used to identify users for 24 hours after last activity
24 hours
_gat
Used to monitor number of Google Analytics server requests when using Google Tag Manager
1 minute
_gac_
Contains information related to marketing campaigns of the user. These are shared with Google AdWords / Google Ads when the Google Ads and Google Analytics accounts are linked together.
90 days
__utma
ID used to identify users and sessions
2 years after last activity
__utmt
Used to monitor number of Google Analytics server requests
10 minutes
__utmb
Used to distinguish new sessions and visits. This cookie is set when the GA.js javascript library is loaded and there is no existing __utmb cookie. The cookie is updated every time data is sent to the Google Analytics server.
30 minutes after last activity
__utmc
Used only with old Urchin versions of Google Analytics and not with GA.js. Was used to distinguish between new sessions and visits at the end of a session.
End of session (browser)
__utmz
Contains information about the traffic source or campaign that directed user to the website. The cookie is set when the GA.js javascript is loaded and updated when data is sent to the Google Anaytics server
6 months after last activity
SourceBuster is used by WooCommerce for order attribution based on user source.
Name
Description
Duration
sbjs_first
Traffic origin information for the visitor’s first visit to your store (only applicable if the visitor returns before the session expires)
session
sbjs_current
Traffic origin information for the visitor’s current visit to your store
session
sbjs_first_add
Timestamp, referring URL, and entry page for your visitor’s first visit to your store (only applicable if the visitor returns before the session expires)
session
sbjs_current_add
Timestamp, referring URL, and entry page for your visitor’s current visit to your store
session
sbjs_migrations
Technical data to help with migrations between different versions of the tracking feature
session
sbjs_session
The number of page views in this session and the current page path
30 minutes
sbjs_udata
Information about the visitor’s user agent, such as IP, the browser, and the device type




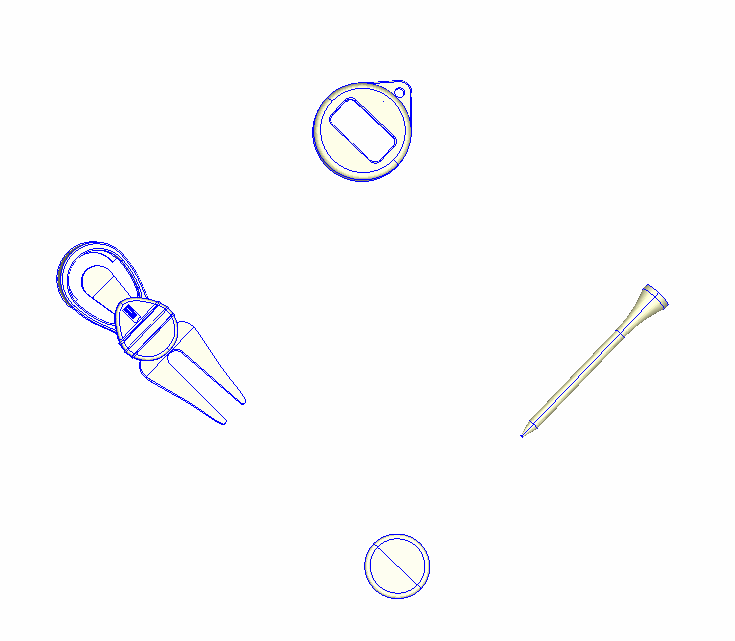
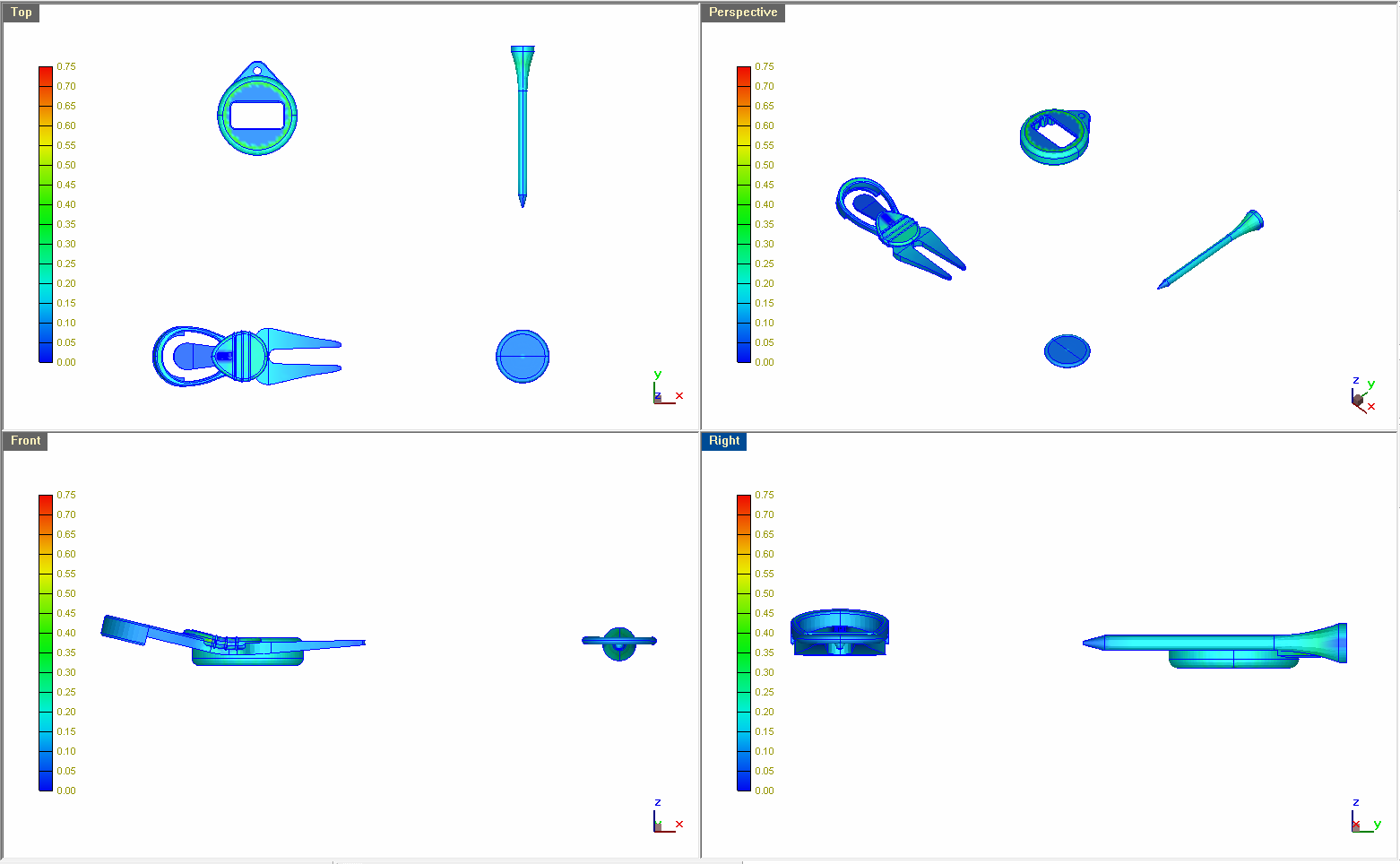
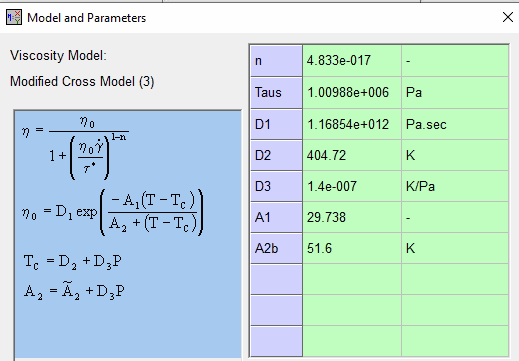

 Imagen 4: Las X marcan el punto de ubicación de los sensores
Imagen 4: Las X marcan el punto de ubicación de los sensores