

Tip of the Day 123: Why Cushion?
In response to tip #122 one of our customers asked, “Why bother with cushion when variations in Peak / Shot Volume would show you check-ring leakage and the like?” Well, he was quite right. Variations in the forward motion of the screw can be seen very well in the peak volume. “Cushion” as measured on machine controllers is a traditional way of looking for variation when no cavity information is present. With the eDART the peak volume can take its place. With an exception…
Suppose you are using eDARTs and their stored machine templates to transfer a mold (and its process) between two machines. And suppose you have no cavity pressure sensors. Because most thermoplastics are compressible the amount of stored energy at transfer depends partly on the volume of material left in front of the screw: the cushion. True, the cushion is actually the remaining volume with the screw furthest forward during hold, not just transfer. But we suggest that, in order to get a reasonable match between a process on different machines you should approximately match the cushion volume when the process is set up on the two presses.
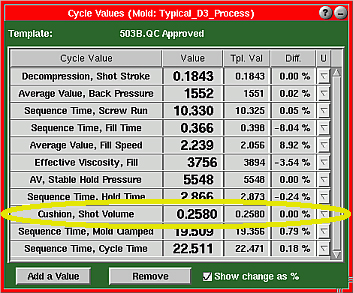
Simply look at the cushion number in volume on the Cycle Values window (after settings screw bottom) and check to see that they are at least similar between the processes as run on the two different machines.
It probably is not possible to match cushion exactly, especially if the cushion is a very small percentage of the shot. Getting close (5 – 10%) will be better than guessing.
BTW: Tip #73 discusses some the rationale behind the machine values chosen for transfer of molds between machines.