¿Cuál es la Diferencia Entre una Línea de Soldadura, una Línea de Unión y una Línea de Flujo y Por Que es Relevante Saberlo?
Por Jeremy Williams, Consultor/Entrenador
En la industria del moldeo por inyección, trabajamos con materiales derivados del petróleo y con moldes hechos de acero, de tal manera que nuestra terminología tiende a ser ligeramente confusa.
Tres términos que a menudo se mezclan líneas de soldadura, líneas de unión y línea de flujo. Las líneas de unión y de flujo son en realidad dos tipos diferentes de líneas de soldadura. Revisemos qué causa las imperfecciones de la línea de unión y de flujo, cómo afectan la durabilidad de las piezas y cuál es la diferencia entre ellas.
¿Que causa las Líneas de Unión y las Líneas de Flujo?
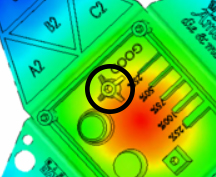
Como muchas inconsistencias en las piezas, estas características no deseadas tienen sus raíces en el diseño del producto. Dado que nuestro material se inyecta a través de una compuerta, debe fluir a través de la cavidad y alrededor de varias características, como agujeros o protuberancias (que se muestran en la Imagen 1).
Si una línea de unión está presente en un poste para tornillo, es probable que se agriete cuando se inserte el tornillo en él, lo que provocará inconsistencias o fallas en las piezas.
Para piezas automotrices, esto da como resultado piezas que hacen ruido, se mueven o golpetean.
En el caso de la electrónica, un poste para tornillo que se rompe, podría no permitir la compresión adecuada de un sello contra filtraciones de agua, causando daños al PCB (placa de circuito impreso).
Para piezas de fontanería, si esto ocurre en una ranura para empaque, existe la posibilidad de que se derrame un líquido o que provoque un goteo lento.
En la industria de accesorios de tubería, si no se manejan bien, un accesorio no pasará las pruebas destructivas, lo que generará fallas del producto en el campo.
Imagen 1: Poste para tornillo
Imaginemos esto como el agua que fluye río abajo con una roca que sobresale en el trayecto. Una vez que el agua golpea la roca, el flujo debe dividirse, continuar y converger en el lado opuesto.
En lo que queremos centrarnos es en la convergencia para determinar si es una línea de unión o de flujo.
Línea de Flujo
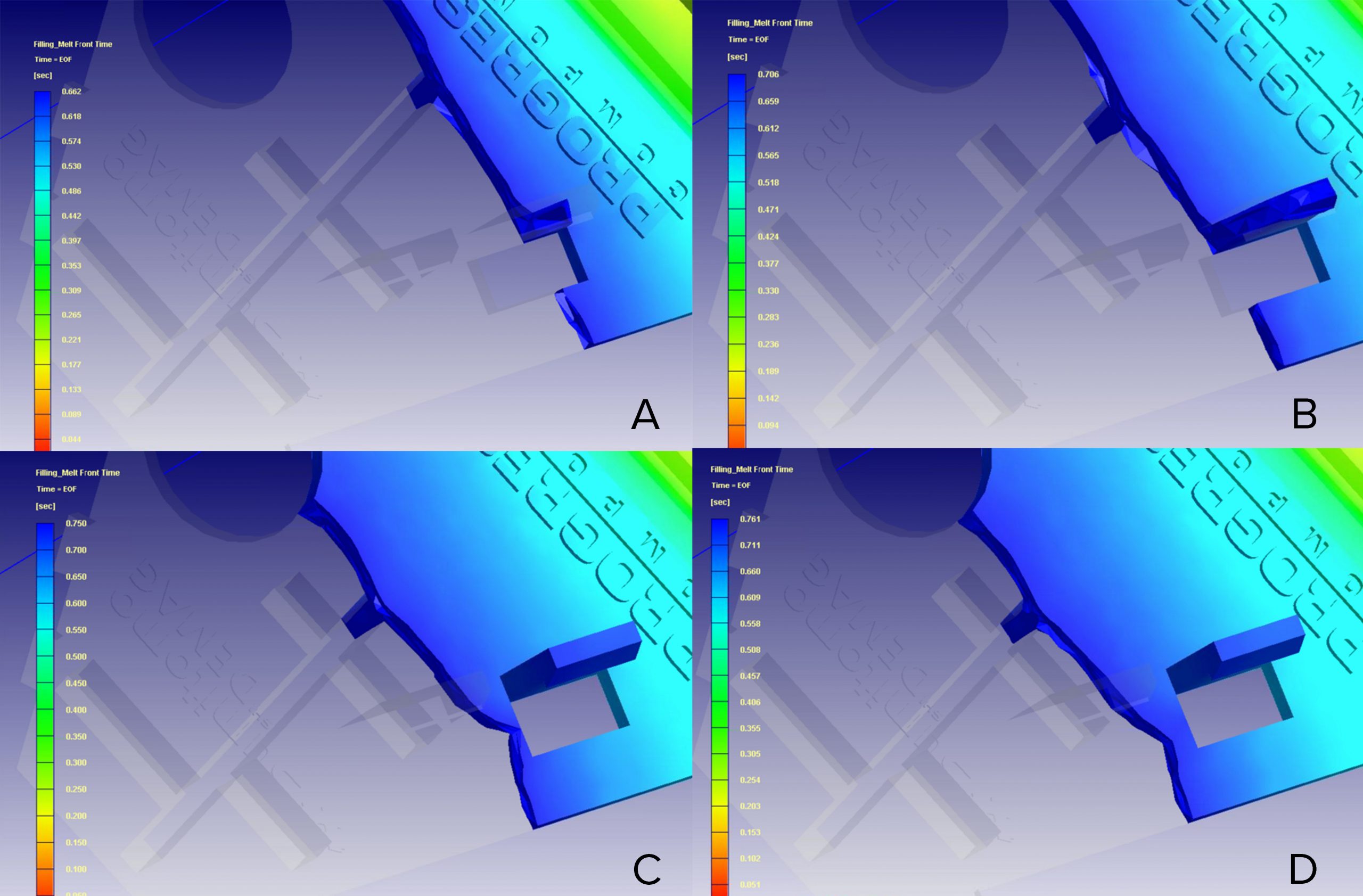
Una línea de flujo se define como la convergencia de dos frentes de flujo después de que el flujo de plástico se haya dividido por una característica dentro del diseño de la pieza. Visualice esto cuando llegue a la autopista después de un largo día en la oficina: todos vamos en la misma dirección y tenemos que descubrir cómo llegar sin provocar daño. En la imagen 2, podemos ver cómo el frente de flujo se divide debido a que debe rodear el acero rectangular y se fusiona nuevamente en el lado opuesto. Como sigue habiendo más espacio dentro de la cavidad del molde, el frente de flujo continúa hacia adelante, creando un nuevo frente de flujo.
Imagen 2: Material fluyendo y convergiendo después de rodear el poste rectangular, continuando su trayecto y formando una línea de flujo.
Esta unión de los flujos de plástico no es tan fuerte como el flujo ininterrumpido. Dado que el frente de flujo puede fusionarse y continuar fluyendo a través de la cavidad, existe una mayor posibilidad de poder presurizar esta área, aumentando así su resistencia.
Línea de Unión
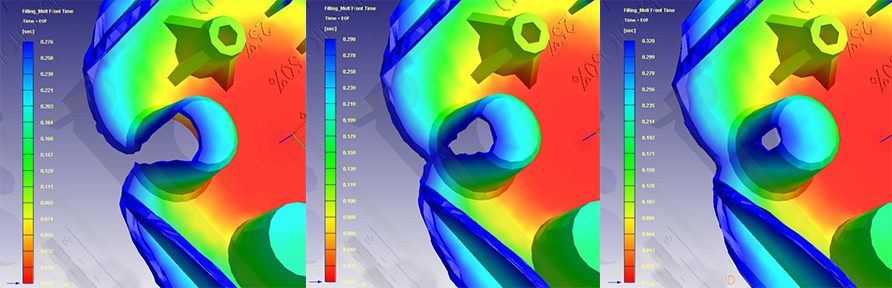
Una línea de unión es cuando dos frentes de flujo se juntan, pero, en lugar de fusionarse, es como si colisionaran y no continúa fluyendo. Esto no es bueno y no terminará bien.
Imagen 3: Material fluyendo alrededor de un núcleo en el molde
Una vez que estos dos frentes de flujo se encuentran, no hay más geometría de cavidad a través de la cual fluir, lo que dificulta la presurización de esta área de la pieza, por lo que el resultado es aún más débil que una línea de flujo.
Selección de Material
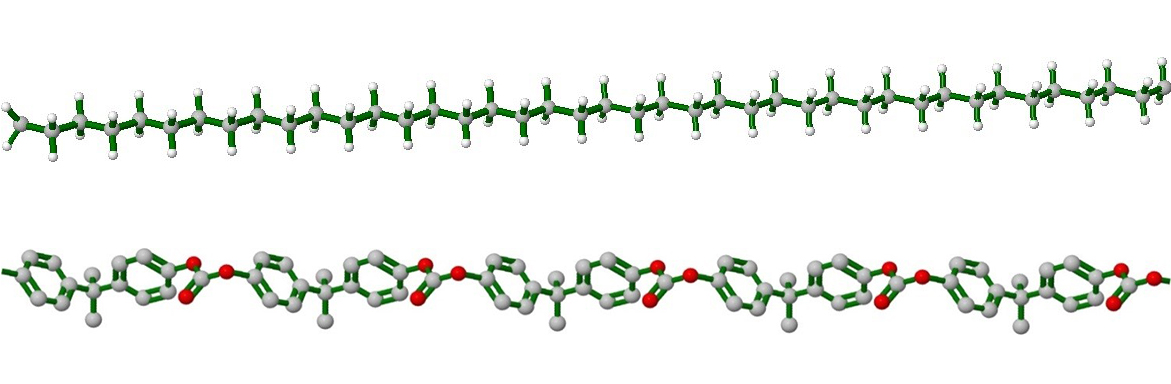
Ciertos materiales son más indulgentes con la fuerza que otros. Los materiales (HDPE, PP, POM) con estructura aerodinámica (que se muestran en la Imagen 4) generalmente producen mayores resistencias porque las cadenas de polímeros pueden mezclarse más fácilmente. Las estructuras aleatorias que contienen anillos de benceno que se encuentran en otros materiales (PC, PMMA, ABS) reducen la capacidad de las cadenas de polímeros para fusionarse fácilmente. Estos anillos de benceno también aumentan la viscosidad, reducen la tasa de contracción y aumentan la resistencia con la excepción de las líneas de flujo y / o unión
Imagen 4: Arriba, HDPE con estructura lineal. Abajo, PC con estructura aleatoria
Los materiales que tienen cargas físicas como vidrio, carbón, escamas de metal, etc. reducen la capacidad de influir positivamente en la resistencia de una línea de flujo o de unión. Esto ocurre por varias razones.
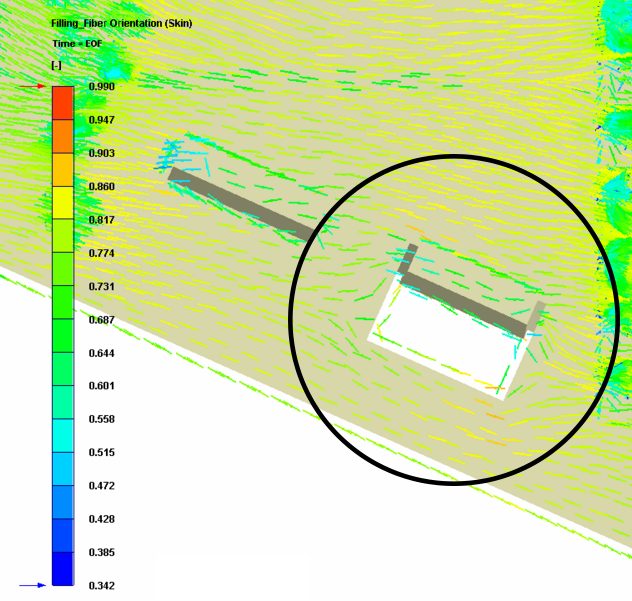
Primero, las temperaturas en las que procesamos la mayoría de los termoplásticos (400 a 600 °F) están drásticamente por debajo del punto de fusión de esos tipos de cargas (el vidrio es de 2552 a 2912 °F) … incluso si se funden. En esta situación, no solo tenemos una característica dentro de la cavidad que impide el flujo de plásticos, sino que tenemos un sólido suspendido en el frente del flujo, lo que causa aún más estragos. Por lo tanto, debemos revisar la orientación de la fibra antes de la función y cómo difiere después de la función (se muestra en la Imagen 5).
Imagen 5: Orientación de fibras antes y después de rodear un poste de metal en el molde
La clave para comprender los cambios en la fuerza con una parte que se ha visto comprometida es comprender cómo se descomponen las muestras de prueba y cómo se recopilan los datos.
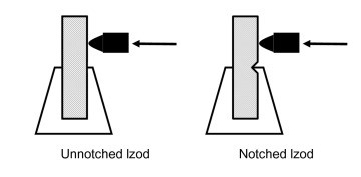
La prueba de impacto Izod, que se muestra a continuación en la Imagen 6, utiliza un péndulo ponderado para golpear una muestra. Las lecturas se proporcionan en la cantidad de energía requerida para romper la muestra, generalmente en lb-pie / in2. Cuanta más energía se requiera para romper la muestra, más fuerte será el material.
Imagen 6: Equipo para prueba de impacto Izod
Otra área que debemos revisar son los datos ASTM de las muestras con muescas y sin muescas, que se muestran a continuación en la Imagen 7. Debido a los elementos que crean el polímero, sus disposiciones y enlaces determinan cuánta resistencia se retiene. Una línea de unión es similar a la de una muesca encontrada en la muestra ASTM.
Imagen 7: Muestras para prueba ASTM
Aunque una pieza moldeada con una línea de flujo o de unión puede no comportarse exactamente como la muestra de prueba, la hoja de datos nos mostrará cuánta resistencia podría perderse potencialmente.
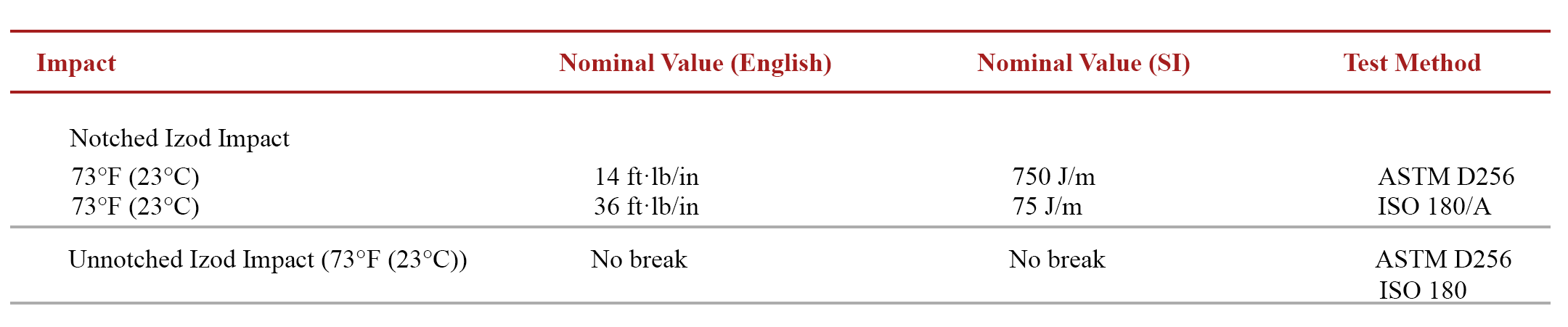
Como ejemplo, hay ciertos materiales que son tan fuertes que la prueba ASTM no puede romper la muestra sin muescas, pero el valor de la muestra con muescas es tremendamente bajo. Un ejemplo de esto es la PC utilizada en la industria médica (que se muestra a continuación en la Tabla 1).
Tabla 1: Material MEGARAD™ 2081-15
Otros materiales, como el PP que se muestra a continuación en la Tabla 2, son frágiles en el método de prueba ASTM cuando tienen muescas y cuando no tienen muescas.
Tabla 2: Material Gapex™ HP RPP20EU98HB
Ninguno de estos materiales es malo, pero debemos entender sus limitaciones y cómo acomodar adecuadamente el diseño para lograr el objetivo deseado.
Lo que observamos para obtener indicaciones de fuerza es la caída entre la muestra sin muesca y la muesca. Esto puede ayudarnos a comprender qué tan débil podría ser una línea flujo en comparación con un flujo ininterrumpido de plástico.
Diseño de Molde
Donde una línea de flujo o de unión aparezca dentro de la geometría de la pieza, estará fuertemente influenciada por la ubicación de la compuerta. Mediante el uso de simulaciones de flujo, podemos predecir dónde pueden ocurrir. Sin embargo, las ubicaciones de las compuertas se pueden seleccionar en función de la funcionalidad de la pieza, colocando líneas de flujo o de unión en áreas críticas para una funcionalidad adecuada.
Procesando
Mejorar la resistencia de las líneas de flujo o de unión puede ser tremendamente difícil con el procesamiento ya que hay muchos factores que ya no se pueden cambiar, como la geometría de la pieza, la ubicación de la compuerta, la longitud del flujo y el material. Lo mejor que podemos esperar es presurizar la línea de flujo o unión mediante la combinación de temperatura de masa, temperatura del molde, caudales y presiones de sostenimiento.
Conclusión
La diferencia entre una línea de flujo y una línea de unión es significativa, impactando dramáticamente la integridad estructural de la pieza. Las líneas de flujo y de unión son inherentes al moldeo por inyección de plástico. Eliminarlos a menudo es difícil debido a los requisitos del producto. Sin embargo, con un esfuerzo de colaboración entre el diseñador del producto, el fabricante del molde y el moldeador, el éxito ciertamente se puede obtener.
Related Posts:
Cookie Consent
Utilizamos cookies esenciales para que este sitio funcione y, con su consentimiento, cookies no esenciales para mejorar el rendimiento y analizar el tráfico.
Preferencias de cookies
Gestione sus preferencias de cookies a continuación:
Essential cookies enable basic functions and are necessary for the proper function of the website.
Name
Description
Duration
Cookie Preferences
This cookie is used to store the user's cookie consent preferences.
30 days
Google Tag Manager simplifies the management of marketing tags on your website without code changes.
Name
Description
Duration
cookiePreferences
Registers cookie preferences of a user
2 years
td
Registers statistical data on users' behaviour on the website. Used for internal analytics by the website operator.
session
Statistics cookies collect information anonymously. This information helps us understand how visitors use our website.
Google Analytics is a powerful tool that tracks and analyzes website traffic for informed marketing decisions.
Contains custom information set by the web developer via the _setCustomVar method in Google Analytics. This cookie is updated every time new data is sent to the Google Analytics server.
2 years after last activity
__utmx
Used to determine whether a user is included in an A / B or Multivariate test.
18 months
_ga
ID used to identify users
2 years
_gali
Used by Google Analytics to determine which links on a page are being clicked
30 seconds
_ga_
ID used to identify users
2 years
_gid
ID used to identify users for 24 hours after last activity
24 hours
_gat
Used to monitor number of Google Analytics server requests when using Google Tag Manager
1 minute
_gac_
Contains information related to marketing campaigns of the user. These are shared with Google AdWords / Google Ads when the Google Ads and Google Analytics accounts are linked together.
90 days
__utma
ID used to identify users and sessions
2 years after last activity
__utmt
Used to monitor number of Google Analytics server requests
10 minutes
__utmb
Used to distinguish new sessions and visits. This cookie is set when the GA.js javascript library is loaded and there is no existing __utmb cookie. The cookie is updated every time data is sent to the Google Analytics server.
30 minutes after last activity
__utmc
Used only with old Urchin versions of Google Analytics and not with GA.js. Was used to distinguish between new sessions and visits at the end of a session.
End of session (browser)
__utmz
Contains information about the traffic source or campaign that directed user to the website. The cookie is set when the GA.js javascript is loaded and updated when data is sent to the Google Anaytics server
6 months after last activity
SourceBuster is used by WooCommerce for order attribution based on user source.
Name
Description
Duration
sbjs_first
Traffic origin information for the visitor’s first visit to your store (only applicable if the visitor returns before the session expires)
session
sbjs_current
Traffic origin information for the visitor’s current visit to your store
session
sbjs_first_add
Timestamp, referring URL, and entry page for your visitor’s first visit to your store (only applicable if the visitor returns before the session expires)
session
sbjs_current_add
Timestamp, referring URL, and entry page for your visitor’s current visit to your store
session
sbjs_migrations
Technical data to help with migrations between different versions of the tracking feature
session
sbjs_session
The number of page views in this session and the current page path
30 minutes
sbjs_udata
Information about the visitor’s user agent, such as IP, the browser, and the device type