

Tip of the Day 109: Anatomy of Press Transfer Time
In high speed molding of tiny or very thin parts it is critical that the machine transfer as quickly as possible in response to cavity pressure or temperature transfer inputs from the eDART™ When the fill time is only 0.2 seconds every 1/000th of a second (“millisecond” or mS) is critical. The eDART takes about 5 mS (for modest numbers of sensors) from the time the pressure or volume threshold is reached until the OR2 relay contact closes. The relays are specified to actuate in an additional 3 mS. Then the controller needs to recognize the signal and transfer to hold. Some of the machines time to transfer is electronic; i.e. controller computer reaction time. The remainder is mechanical: physically stopping the screw and reaching hold pressure. This tip relates to the controller reaction time .
Anatomy of Press Transfer
This is a particularly slow responding press (an old hydraulic)
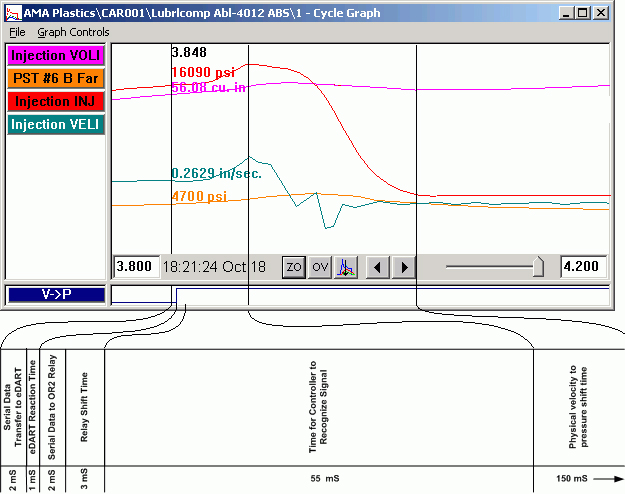
The controller here takes 55 mS to notice the signal from the eDART and react by shifting its valves. It then takes another 150 mS to actually drop hydraulic pressure down to holding pressure. This makes the total time from reaching cavity pressure to reaching hold pressure equal to almost 0.2 seconds.
Anatomy of a Fast Acting Press
(the Arburg in the RJG lab)
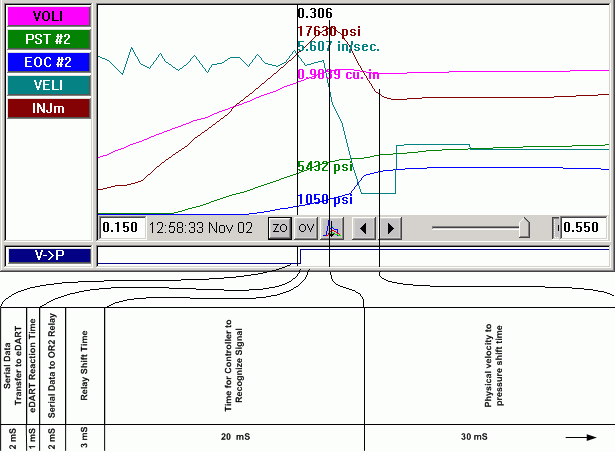
Here you can see that the press reaction time from the estimated relay contact closure point is only 20 mS. It then takes the press about 30 mS to drop the pressure to the hold pressure. Total time from cavity pressure setpoint to reach hold = 58 mS. Presses with these controller reaction and physical response times are critical in high speed molding.
Next tip: Using an analog signal from the eDART to reduce reaction time.